
ЫбЫїНсЙћ: 1-15 ЙВВщЕНЁАжЊЪЖПт ЕЖОпММЪѕЁБЯрЙиМЧТМ66Ьѕ . ВщбЏЪБМф(2.715 Уы)
ДѓСЌЙЄвЕДѓбЇЛњаЕгыздЖЏЛЏбЇдКЯШНјЕЖОпММЪѕПЦбаЭХЖгЃЈЭМЃЉ
ДѓСЌЙЄвЕДѓбЇЛњаЕгыздЖЏЛЏбЇдК ЕЖОп ЯШНјЕЖОпММЪѕ ПЦбаЭХЖг
2022/7/30
ЯШНјЕЖОпММЪѕЭХЖгвРЭаЪЕСІалКёЕФДѓСЌМЊШ№ЕЖОпЩњВњЛљЕиЃЌдкВњЁЂбЇЁЂбаШ§НсКЯЛљДЁЦНЬЈЩЯЬНЫїИпОЋЖШЧаЯїЕЖОпЕФЩшМЦЁЂМгЙЄЁЂВтСПЕШЗНУцЕФаТаЫЛљДЁРэТлКЭЙиМќММЪѕЃЌвбГѕВНаЮГЩЯШНјЕЖОпММЪѕбаОПЕФЭъећЬхЯЕЁЃетЪЧвЛжЇЭХНсЗмНјгРХЪИпЗхЕФЖгЮщЁЃЭХЖгвРЭаДѓСЌЪаН№ЪєЧаЯїЙЄвегыЕЖОпзЈМвЙЄзїеОЃЌЦИЧыЪаЯрЙизЈвЕзЈМвЕБЙЫЮЪЃЌвбаЮГЩЪЕСІалКёЕФШЫВХЬнЖгЁЃФПЧАдкбаОПЫЎЦНКЭгАЯьСІЩЯвбгаСЫЭЛЦЦадЗЩдОЃЌдкЪЁЪаЕЖОпбаОПКЭЩњВњеЙТЖЭЗНЧЁЃЭХЖгЕФжївЊбаОП...
еыЖдЕЅЬЈЛђаЁбљБОЪ§ПиЛњДВЕЖОпПЩППадЦРЙРЪБЃЌДЋЭГЕФЛљгкДѓбљБОЭГМЦЕФПЩППадЦРЙРЗНЗЈвђШБЗІЪБМфЁЂЖЏЬЌЁЂИіадЛЏЕФОЋШЗадУшЪіЖјФбвдЗЂЛгзїгУЁЃЮЊСЫЬсИпЕЅЬЈЛђаЁбљБОЬѕМўЯТЕФЛњДВЕЖОпдЫааПЩППадЦРЙРОЋЖШКЭПЩаХадЃЌзїепЬсГіСЫвЛжжЛљгкЦцвьжЕЗжНтЃЈSVDЃЉКЭжЇГжЯђСППеМфЕФдЫааПЩППадЦРЙРЗНЗЈЁЃЪзЯШЭЈЙ§ЪЕбщЖдЛњДВЧаЯїМгЙЄЙ§ГЬжаЕФЕЖМмеёЖЏаХКХНјааЛёШЁЃЌВЩгУаЁВЈАќЗжНтЁЂФмСПЗжВМКЭЪБЦЕгђЭГМЦСПЗжЮіЃЌЬсШЁГігыЕЖОпФЅЫ№СПУмЧаЯрЙиЕФЯджј...
НЋЕЖОпЕФЧаЯїВЮЪ§зїЮЊЫцЛњБфСПЃЌНсКЯОиЙРМЦЁЂзюДѓЫЦШЛЙРМЦКЭЖЏЬЌПЩППадЗжЮіММЪѕЃЌНЈСЂСЫЛњМгЙЄвеЯЕЭГЕФЖЏЬЌПЩППадЪ§бЇФЃаЭЃЌЭЦЕМСЫИїЙЄађЕЖОпЕФЪЇаЇТЪМЦЫуЙЋЪНЃЛвдЕЖОпЪЇаЇТЪЮЊХаОнЃЌНЈСЂСЫШЗЖЈСйНчЕЖОпМАЛЛЕЖЪБМфЕФЗНЗЈЃЛдкДЫЛљДЁжЎЩЯЃЌвдзюДѓЯоЖШРћгУЕЖОпЮЊбаОПФПБъЃЌдкШЗЖЈБЛИќЛЛЕЖОпЕФЭЌЪБгІгУПЩППадСщУєЖШЗжЮіЗНЗЈШЗЖЈЕЖОпзюУєИаЧаЯїВЮЪ§ЃЌЭЈЙ§ИФБфзюУєИаЕФЧаЯїСПВЮЪ§ЬсЩ§ЕЖОпМАећЬхЙЄвеЯЕЭГЕФПЩППЖШЃЌЪЙЕЖОпФмЙЛМЬајЙЄзїЃЌбг...
ALONИпЖИЖШБЁБкБЃаЮЗЧЧђУцЕФГЌОЋУмФЅЯїЙЄве
ИпЖИЖШБЁБкНсЙЙ БЃаЮЗЧЧђУц ALON ГЌОЋУмФЅЯї МаОпЩшМЦ
2017/2/27
ЮЊСЫЪЕЯжаТаЭКьЭтЬеДЩALONИпЖИЖШБЁБкБЃаЮЗЧЧђУцЕФГЌОЋУмФЅЯїМгЙЄЃЌЪзЯШИљОнALONЕФВФСЯЪєадКЭИпЖИЖШБЁБкБЃаЮЗЧЧђУцЕФНсЙЙЬиадЃЌНјааСЫЦфГЌОЋУмФЅЯїМгЙЄЙЄвеадЗжЮіЃЌВЂЛљгкгаЯодЊМЦЫуЗНЗЈЃЌЭъГЩСЫУцЯђALONИпЖИЖШБЁБкБЃаЮЗЧЧђУцЕФОЋУмМаОпЕФЩшМЦвдМАЙиМќВЮЪ§ЕФгХЛЏЁЃШЛКѓЭъГЩСЫALONЕФГЌОЋУмФЅЯїЙЄвеЪЕбщЃЌЙЄвеЪЕбщНсЙћБэУїМѕаЁЙЄМўзЊЫйКЭЩАТжСЃЖШЖМЛсНЕЕЭALONЕФЦНОљБэУцДжВкЖШRaжЕЃЌЕЋЩАТжСЃЖШЖдФЅЯїКѓALON...
ЮЊСЫИФЩЦSiCЬеДЩФЅЯїЙ§ГЬжаЩАТжФЅЫ№зДЬЌЃЌЬсИпДѓПкОЖSiCЬеДЩЙтбЇдЊМўЕФМгЙЄжЪСПКЭМгЙЄаЇТЪЃЌБОЮФЪЙгУELIDФЅЯїММЪѕНјааСЫSiCЬеДЩФЅЯїМгЙЄЪЕбщЁЃЭЈЙ§КЭЦеЭЈФЅЯїЙ§ГЬНјааЖдБШЗжЮіЃЌбаОПСЫELIDФЅЯїММЪѕдкSiCЬеДЩФЅЯїЙ§ГЬжаЩАТжФЅЯїБэУцЧщПіЁЂЙЄМўФЅЯїБэУцДжВкЖШЁЂФЅЯїСІМАФЅЯїБШЗНУцЕФгХЪЦЁЃЪЕбщНсЙћЯдЪОЃКЪЙгУELIDФЅЯїММЪѕПЩвдЪЙЩАТжБэУцФЅСЃдкSiCЬеДЩГЄЪБМфДѓШЅГ§СПФЅЯїЙ§ГЬжаБЃГжзуЙЛЕФЗцШёЖШЃЌФЅЯїЙ§ГЬ...
ЕчЛ№ЛЈЛњаЕИДКЯФЅЯїЗДгІЩеНсSiCЬеДЩЕФБэУцЬиеї
ЗДгІЩеНсSiC ЕчЛ№ЛЈЛњаЕИДКЯФЅЯї БэУцДжВкЖШ БэУцаЮУВ ЮЂЙлСбЮЦ
2016/11/4
баОПСЫЛљгкЕчЛ№ЛЈЛњаЕИДКЯФЅЯїММЪѕМгЙЄЕФЗДгІЩеНсЬМЛЏЙшЃЈRB-SiCЃЉЬеДЩЕФБэУцЬиеїЁЃгУЕчЛ№ЛЈЛњаЕИДКЯФЅЯїЃЈEDDGЃЉЁЂЕчЛ№ЛЈФЅЯїЃЈEDGЃЉвдМАЦеЭЈФЅЯїЃЈCGЃЉШ§жжЗНЗЈМгЙЄRB-SiCЬеДЩЃЌВЂВЩгУМЄЙтЙВОлНЙЯдЮЂОЕКЭЩЈУшЕчзгЯдЮЂОЕЖдМгЙЄКѓЕФSiCЬеДЩЕФБэУцДжВкЖШЁЂБэУцаЮУВМАЮЂЙлСбЮЦНјааВтСПКЭЖдБШЪдбщЃЌЛёЕУСЫRB-SiCЬеДЩЕФEDDGМгЙЄЬиадЁЃЪЕбщЯдЪОЃКEDDGМгЙЄЕФRB-SiCЬеДЩЕФБэУцДжВкЖШгХгкED...
ОпгаИпЖИЖШЗЧЧђУцЬиадЕФЙтбЇдЊМўПЩвдУїЯдИФЩЦЙтбЇЯЕЭГЕФПеЦјЖЏСІбЇадФм, ДгЖјЬсЩ§КЭгХЛЏЯЕЭГзлКЯадФмЁЃФЅЯїМгЙЄЗНЗЈПЩвдзїЮЊДЫРрдЊМўЕФЧАЦкМгЙЄЙЄађЃЌЖјФЅЯїФбУтЛсдьГЩСуМўЕФбЧБэУцЫ№ЩЫЃЌЧвдкетжжИпЖИЖШЗЧЧђУцФЅЯїМгЙЄжаФЅЯїВЮЪ§ЪЧЪЕЪББфЛЏЕФЃЌдьГЩећИіЙЄМўбЧБэУцЫ№ЩЫЩюЖШВЛвЛжТЁЃеыЖдетжжЧщПіЃЌНЈСЂбЧБэУцЫ№ЩЫдЄВтФЃаЭЃЌВЂНсКЯАыЧђаЮЩАТжФЅЯїЕФЬиЕуЃЌЭЈЙ§РэТлМЦЫудЄВтЗЧЧђУцФЅЯїбЧБэУцЫ№ЩЫЩюЖШЗжВМЙцТЩЁЃдкДЫЛљДЁЩЯЃЌвдШШбЙЖрОЇ...
ЩАТжЭтаЮЁЂМгЙЄЙьМЃЁЂдЫЖЏжсзщКЯЗНЪНЁЂЙЄМўАкЗХЗНЪНЕШЕФВювьЖМЛсв§Ц№ЧњУцФЅЯїМгЙЄФЃаЭЕФБфЛЏЃЌМгЙЄМИКЮФЃаЭЪЧЪЕЪЉЧњУцФЅЯїЪзвЊНтОіЕФЮЪЬтЁЃНЈСЂХЬаЮдВЛЁЩАТжЕФМИКЮФЃаЭЃЌЭЈЙ§ФЅЯїЕуЗЈЯђСПЦЅХфЃЌНЈСЂЙЄМўЕуКЭЩАТжЕуЕФвЛвЛгГЩфЙиЯЕЃЌОЙ§зјБъБфЛЛПЩвдЕУЕНЯргІЕФЕЖОпдЫЖЏЙьМЃЃЌгУгкФЅЯїМгЙЄЁЃаЮГЩЭГвЛЕФХЬаЮЩАТжЧњУцФЅЯїМИКЮФЃаЭЃЌВЂИјГіЕЖОпдЫЖЏЙьМЃЕФМЦЫуСїГЬЁЃИУФЅЯїФЃаЭЪЪгУЗЖЮЇЙуЃЌгааЇНтОіСЫЖржжЧњУцФЅЯїЙ§ГЬЕФЕЖОпЙьМЃЩњГЩЮЪЬт...
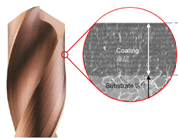
TC4ЯГЯїМгЙЄЕФЕЖОпФЅЫ№гыЧаЯїСІКЭеёЖЏЙиЯЕбаОП
ЛњаЕжЦдьЙЄвегыЩшБИ юбКЯН№ ЕЖОпФЅЫ№ ЧаЯїСІ ЧаЯїеёЖЏ
2015/4/2
ВЩгУAlCrNЭПВуећЬхгВжЪКЯН№СЂЯГЕЖЯГЯїTC4юбКЯН№ЃЌВтСПжмШаФЅЫ№СПЁЂЧаЯїСІКЭЧаЯїеёЖЏЁЃЪЙгУЩЈУшЕчОЕЃЈSEMЃЉЙлВьЕЖОпФЅЫ№аЮУВЃЌгІгУФмЦзЗжЮіЕФЗНЗЈбаОПЕЖОпЪЇаЇБэУцдЊЫиЕФЗжВМЙцТЩЁЃдкНвЪОФЅЫ№ЛњРэЕФЛљДЁЩЯЃЌНјвЛВНЬНЬжЕЖОпФЅЫ№ЖдЧаЯїСІЁЂЧаЯїеёЖЏЕФгАЯьЙцТЩЃЌЮЊЪЕЯжюбКЯН№МгЙЄЕЖОпФЅЫ№зДЬЌЕФдкЯпМьВщЬсЙЉРэТлКЭММЪѕжЇГжЁЃбаОПБэУїЃКЧАЕЖУцжївЊГіЯжЛњаЕСбЮЦЁЂШШСбЮЦЁЂеГНсФЅЫ№КЭбѕЛЏФЅЫ№ЃЌКѓЕЖУцГіЯжЛњаЕСбЮЦЁЂеГНсФЅЫ№КЭ...
ГЌгВФЅСЯЩАТжИЩЪНФЅЯїTi6Al4VКЯН№ЕФБэУцЭъећадбаОП
ГЌгВФЅСЯЩАТж ИЩЪНФЅЯї Ti6Al4VКЯН№ БэУцЭъећад
2013/12/11
еыЖдюбКЯН№ИЩЪНФЅЯїЬиЕу,жЦБИСЫН№ИеЪЏКЭСЂЗНЕЊЛЏХ№(cubic boron nitride, CBN)ГЌгВФЅСЯЩАТж,НјааСЫгыЬМЛЏЙшЬеДЩЩАТжИЩЪНФЅЯїTi6Al4VКЯН№ЕФЖдБШЪдбщбаОПЁЃгУЩЈУшЕчзгЯдЮЂОЕЁЂШ§ЮЌЬхЪгЯдЮЂОЕЁЂДжВкЖШвЧКЭЯдЮЂгВЖШМЦЖдФЅЯїЙЄПіКЭЪдбљБэУцНјааСЫВтЖЈЁЃЗжЮіСЫФЅЯїгУСПЖдБэУцДжВкЖШЕФгАЯь,БШНЯСЫ3жжЩАТжФЅЯїЙЄМўЕФБэУцДжВкЖШЁЂБэУцаЮУВЁЂЮЂЙлзщжЏМАЯдЮЂгВЖШЁЃбаОПБэУї:ЙЄМўБэУцДжВкЖШЫцзХФЅЯїЩюЖШ...
ЕЖОпИїЩшМЦВЮЪ§ЕФбЁШЁжБНггАЯьЕЖОпЕФПЩППЖШКЭБЛМгЙЄМўЕФОЋЖШЁЃвдгІСІ-ЅЧПЖШИЩЩцЃЈSSIЃЉФЃаЭЮЊЛљДЁЃЌНЈСЂгВжЪКЯН№ЕЖОпЕФЖЏЬЌПЩППадЪ§бЇФЃаЭЃЌИјГіСЫЕЖОпдкЧаЯїМгЙЄЪБЕФПЩППЖШБфЛЏЙцТЩЁЃдкДЫЛљДЁЩЯгыСщУєЖШЗжЮіЗНЗЈЯрНсКЯЃЌЭЦЕМГігВжЪКЯН№ЕЖОпЮяРэВЮЪ§КЭВФСЯВЮЪ§ЕФЖЏЬЌПЩППадСщУєЖШМЦЫуЙЋЪНЃЌВЂИјГіСЫИїВЮЪ§ЕФЖЏЬЌПЩППадСщУєЖШЕФБфЛЏЧњЯпЁЃбаОПНсЙћБэУїЃЌЫцзХЧаЯїМгЙЄЪБМфКЭГхЛїдиКЩзїгУДЮЪ§ЕФдіМгЃЌЕЖОпИїВЮЪ§ЕФУєИаГЬЖШвВж№ВН...
ЮЊСЫЪЕЯжН№ИеЪЏЩАТжЕФТЬЩЋЛиЪеКЭдйжЦдь,ЩшМЦСЫвЛжжПЩВ№аЖЪНЕчЖЦН№ИеЪЏЩАТжНсЙЙЁЃгІгУФЅСЯВугыЛљЬхЕФНчУцФЃаЭ,ЗжЮіСЫЩАТжВ№аЖЙ§ГЬжаФЅСЯВуЕФЦЦЛЕаЮЪНЁЃЗжЮіСЫЩАТжВ№аЖЙ§ГЬжаЕФФЅСЯВугІСІзДЬЌ,ВЂМЦЫуГіФЅСЯВуЕФПЊСбЕуЮЛжУЁЃжЦБИСЫаТаЭПЩВ№аЖЕФЕчЖЦН№ИеЪЏЩАТж,ВЂНјааСЫФЅСЯВугыЛљЬхЕФЗжРыЪдбщЁЃбаОПНсЙћБэУї,дкЩАТжЕФВ№аЖЙ§ГЬжа,ЛЌЕРИННќЕФФЅСЯВугыЛљЬхВњЩњСЫНчУцЦЦЛЕЛђЧњелЦЦЛЕ,ВЂЪЙФЅСЯВуЗЂЩњЖЯСбЁЃзАХфАыдВаЮЛЌПщЕФЩАТжЭтдВ...
Research into the geometry of the delimbing head of cutting knives
forest machinery delimber delimbing tool tool geometry
2014/2/24
Limbing with a wedge tool as a chipless operation is accompanied by a large deformation of wood in the cutting plane,
i.e. at the spot of contact with the tool face as well as in the zone adjacent t...
баОПСЫЭЌЪБАќКЌЧаШыФЅЯїКЭзнЯђФЅЯїЕФИДдгЭтдВФЅЯїЙ§ГЬЁЃИљОнзнЯђФЅЯїЙ§ГЬЕФЬиЕу,НЋЩАТжЕШаЇГЩШєИЩИіаЁЩАТж,дкДЋЭГНзЬнФЃаЭЕФЛљДЁЩЯЙЙНЈСЫЩАТжФЅЫ№ЕФХзЮяЯпФЃаЭЁЃЭЦЕМСЫЛљгкСНжжФЃаЭЕФзнЯђФЅЯїЧаЯђЗжСІКЭЧаШыФЅЯїЧаЯђЗжСІЕФБШНЯЙЋЪН,СНЧаЯђЗжСІЕФБШжЕЗДгГСЫЧаШыФЅЯїКЭзнЯђФЅЯїзЊЛЛЪБЧаЯђЗжСІЕФБфЛЏЧщПі,ЫќжївЊгыФЅЯїЯЕЪ§ЁЂЩАТжПэЖШКЭзнЯђНјИјЫйЖШгаЙиЁЃВЩгУЩАТжжїжсЙІТЪаХКХЗжЮіФЅЯїЧаЯђЗжСІ,ЭЈЙ§ЪЕбщбщжЄСЫХзЮяЯпФЃаЭИќЗћКЯЪЕ...
ЮЊНтОіЮхжсСЊЖЏМгЙЄИДдгЧњУцЙ§ГЬжаЕФЕЖОпТЗОЖВЛСЌајЮЪЬт,ЬсГіСЫЮхжсЪ§ПиЕФЕЖОпТЗОЖгХЛЏЗНЗЈЁЃЭЈЙ§ЮхжсNCДњТыЕФзјБъБфЛЛЛЙдгааЇЧаЯїТЗОЖ,ЖдЧаЯїТЗОЖНјааЮѓВюдМЪјЯТЕФЗЧОљдШгаРэBбљЬѕ(NURBS)ЧњЯпФтКЯЁЃЖда§зЊжсТЗОЖВЩгУЮхДЮбљЬѕЧњЯпНјааВхжЕ,НЈСЂЧаЯїТЗОЖКЭа§зЊжсТЗОЖЕФВЮЪ§гГЩфЙиЯЕ,ЭЈЙ§ЛњДВФцдЫЖЏБфЛЛЧѓНтC2СЌајЕФЦНЖЏжсТЗОЖЁЃЪЕбщБэУї,ОЙ§ИУЗНЗЈгХЛЏКѓ,ЧаЯїТЗОЖКЭИїЧ§ЖЏжсдЫЖЏТЗОЖОпгаСМКУЕФЦНЛЌад,ЯджјЬсИп...
жаЙњбаОПЩњНЬг§ХХааАё-Ьѕ
- е§дкМгди...
жаЙњбЇЪѕЦкПЏХХааАё-Ьѕ
- е§дкМгди...
ЪРНчДѓбЇПЦбаЛњЙЙХХааАё-Ьѕ
- е§дкМгди...
жаЙњДѓбЇХХааАё-Ьѕ
- е§дкМгди...
ШЫЁЁЮя-ЦЊ
- е§дкМгди...
ПЮЁЁМў-ЦЊ
- е§дкМгди...
ЪгЬ§зЪСЯ-ЦЊ
- е§дкМгди...
баеазЪСЯ -ЦЊ
- е§дкМгди...
жЊЪЖвЊЮХ-ЦЊ
- е§дкМгди...
ЙњМЪЖЏЬЌ-ЦЊ
- е§дкМгди...
ЛсвщжааФ-ЦЊ
- е§дкМгди...
бЇЪѕжИФЯ-ЦЊ
- е§дкМгди...
бЇЪѕеОЕу-ЦЊ
- е§дкМгди...